镗床无损探伤
服务地区:全国
报告类型:电子报告、纸质报告
取样方式:快递邮寄或上门取样
报告语言:中文报告、英文报告、中英文报告
样品要求:样品数量及规格等视检测项而定
注:因业务调整,微析暂不接受个人委托测试。
北京微析技术研究院进行的相关[镗床无损探伤],可出具严谨、合法、合规的第三方检测报告。
如果您对[镗床无损探伤]有报告、报价、方案等问题可咨询在线工程师,收到信息会在第一时间联系您...
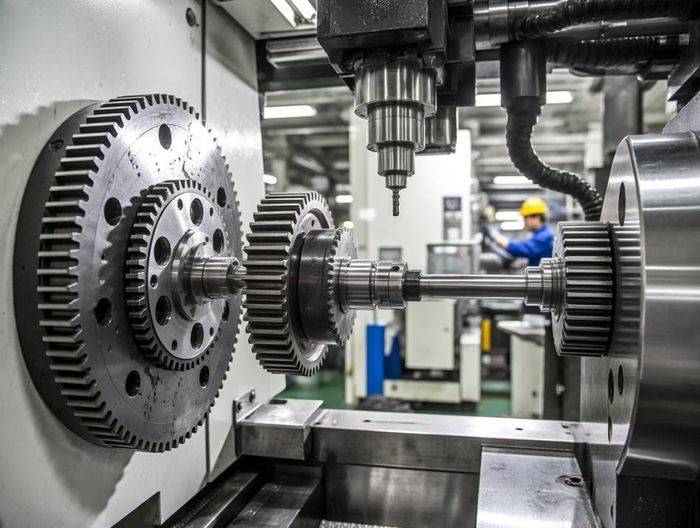
镗床无损探伤是机械制造与维护领域的关键技术,主要用于检测镗床主轴、箱体、导轨等核心部件的内部缺陷(如裂纹、气孔、夹杂等),确保设备运行安全性与加工精度。通过非破坏性手段,可评估材料完整性、焊接质量及疲劳损伤状态。常用方法包括超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET),需结合部件材质、结构特点及工况需求选择适配技术。该检测贯穿设备制造、安装调试及定期维保全周期,对预防突发故障、延长设备寿命具有显著意义。
镗床无损探伤项目介绍
镗床作为高精度加工设备,其核心部件(如主轴、镗杆、齿轮箱)长期承受复杂载荷,易产生应力集中或疲劳损伤。无损探伤技术通过物理场与材料相互作用原理,在不损伤工件的前提下识别缺陷,为设备可靠性评估提供科学依据。检测对象涵盖铸件、锻件、焊接接头及表面硬化层,需根据缺陷类型(体积型或面积型)匹配检测方法。
检测前需明确镗床的设计参数、材料特性及历史维修记录,制定针对性检测方案。例如,铸铁箱体优先采用超声波检测以发现内部缩孔,而表面硬化处理的导轨则适用磁粉检测排查微裂纹。检测过程中需严格控制环境干扰(如油污、氧化皮),并采用标准试块校准设备灵敏度,确保数据准确性。
相关依据标准(10项)
1、GB/T 9445-2023《无损检测 人员资格鉴定与认证》:规定检测人员的资质等级、考核要求及证书管理。
2、GB/T 12604.1-2020《无损检测 术语 超声检测》:定义超声检测的技术术语与参数规范。
3、GB/T 15822.2022《无损检测 磁粉检测》:明确磁粉检测的设备要求、工艺规程及缺陷评定方法。
4、GB/T 18851.1-2023《无损检测 渗透检测》:规范渗透检测的试剂选择、操作流程及显示解释。
5、JB/T 4730-2023《承压设备无损检测》:适用于镗床液压系统承压部件的检测标准。
6、ISO 9712:2021《无损检测 人员的资格与认证》:国际通用的人员能力认证体系。
7、ASME BPVC Section V《锅炉与压力容器规范 第V卷》:涵盖多种无损检测方法的工业应用指南。
8、ASTM E2375-2022《超声波检测系统性能特性的评定》:量化评估超声设备分辨率与信噪比。
9、EN 1714-2020《焊缝无损检测 超声检测 验收等级》:针对镗床焊接结构的缺陷验收准则。
10、ISO 17635-2022《焊缝无损检测 通用规则》:规定焊接接头检测的通用技术要求与流程。
检测方法与技术要点
超声波检测(UT):利用高频声波反射特性探测内部缺陷,适用于镗杆、主轴等实心部件的裂纹检测。采用纵波直探头可检测深度≥2mm的缺陷,斜探头则用于焊缝或近表面缺陷分析。检测时需调整探头频率(通常2-5MHz)与入射角度,确保声束覆盖关键区域。
磁粉检测(MT):通过磁场吸附磁粉显示表面/近表面缺陷,适用于铸铁箱体或淬火导轨。采用交流电磁化可增强对细微裂纹的检出率,磁悬液浓度需控制在1.2-2.4g/L。检测后需退磁处理以避免残余磁场干扰加工精度。
渗透检测(PT):利用毛细作用原理检测开口缺陷,适用于非磁性材料(如铝合金导轨)的表面裂纹排查。需按清洗→渗透→显像步骤操作,红色显像剂与白色背景形成高对比度指示。注意环境温度需高于10℃,防止渗透剂黏度异常。
质量控制与结果判定
检测过程需严格执行三级审核制度:操作员记录原始数据→工程师复核缺陷图谱→技术负责人批准报告。缺陷评定需依据标准中的验收等级,例如JB/T 4730规定,承压铸件的单个气孔直径不得超过壁厚的5%。对于临界缺陷(如裂纹长度达设计极限的80%),需结合断裂力学分析评估剩余寿命。
报告内容需包含检测部位示意图、仪器参数、缺陷位置/尺寸/性质及修复建议。数据保存期限不低于设备设计寿命周期,并纳入企业资产管理数据库,支持预防性维护决策。
应用案例与趋势展望
某重型机床厂在镗床主轴批量检测中,采用相控阵超声波技术(PAUT)实现多角度扫描,将裂纹检出率从传统UT的85%提升至98%。另一案例中,红外热成像技术被用于监测镗床齿轮箱运行时的温度场分布,间接识别内部轴承磨损引发的热异常。
未来趋势将向智能化、自动化发展:AI算法辅助缺陷识别可减少人为误判;机器人搭载多传感器系统实现复杂结构的一体化检测;数字孪生技术通过虚拟模型预测缺陷演化路径,推动检测从“事后纠错”转向“事前预警”。